Bearing production is a complex of technological operations. In addition to the incoming inspection of components, heat treatment and mechanical treatment of rings, which lay the foundations for the durability of the final product, a great responsibility lies on the assembly operations.
Ultimately, its operational characteristics depend on the quality of the bearing assembly, because the “weight” of errors during assembly is so great that it overrides all the advantages of high-tech solutions in previous operations.

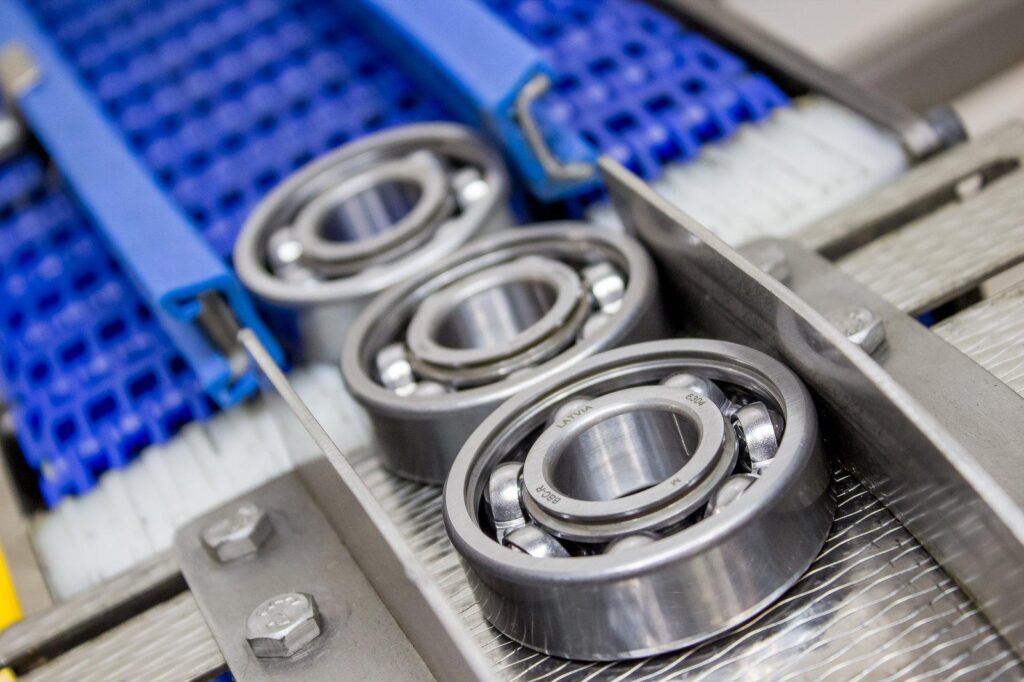
The largest group of BBC-R bearing products are deep groove ball and tapered roller bearings. A significant part of these products are supplied to OEM customers, which imposes additional obligations on production times.
In the technological process for assembling BBC-R bearings, the engineers of the Baltic Bearing Company-Riga tried to take into account all the nuances and aspects of this operation, to automate the process as much as possible, to ensure its stability and efficiency.

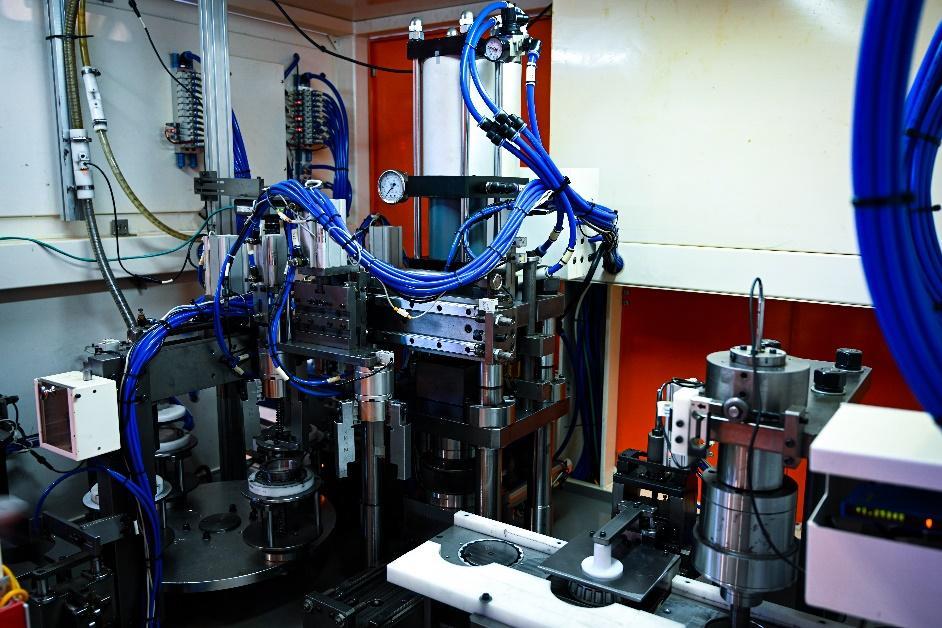
Assembly lines for deep groove ball bearings
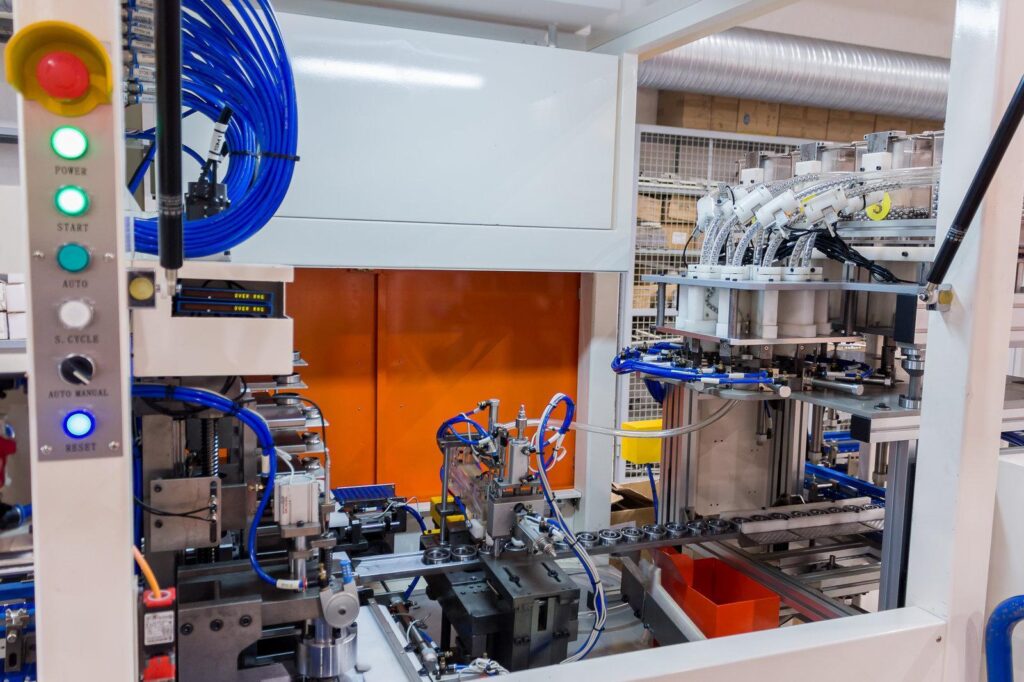
After finishing the grinding of the seating and working surfaces of the rings, inspection and acceptance of rings, cages and rolling elements by the quality service, components enter the assembly shop, which consists of four automatic and four semi-automatic assembly lines.
After a washing operation with vibration for removing residual sludge and fine particles from fillets and grooves, the rings go to a sorting station, where each outer and inner ring is measured for subsequent assembly with a specific group of balls. This way the assembly line can automatically complete any required clearance group depending on the process settings.
After preassembly selection, the set of rings with balls goes to the station, where it is completed with the upper and lower parts of the metal separator.
Then the products go to the station with “technical vision”, where a specialized camera photographs and analyzes the assembled bearing: it determines the number of rivets in the cage, rolling elements in the bearing and automatically sorts out non-conforming products.
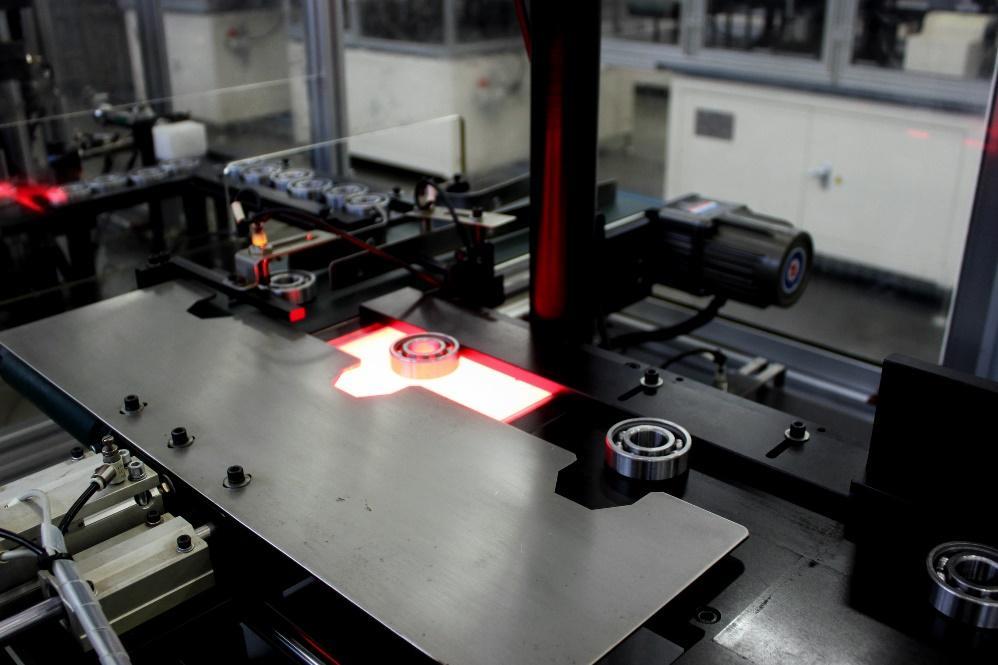
After finishing washing in a specialized solution and drying, the products are delivered to a radial clearance control unit built into the line. The next operation is adding grease with control of its amount by weighing and pressing washers or seals on one or both sides, depending on the settings.
A laser system is built into the line, which marks the bearing, and then a bearing preservation station using oil mist technology.
In addition to the above control operations, the line has built-in automatic control of deviations of the outer and inner diameters of the rings, the ease of rotation of the starting torque. Inappropriate products are sorted out automatically.
Assembly lines for roller tapered bearings
The assembly shop for roller tapered bearings consists of three semi-automatic assembly lines, which represent a combination of productivity and manufacturability, combined in the implemented engineering solutions.

The rollers are loaded into a specialized tank, and the rings are fed to the installation using a conveyor belt, where the rollers are automatically fed through a specialized channel equipped with a sensor that counts the number of rolling elements into the separator.
The roller cage is assembled into a block with an inner ring and pressed with using a specialized die with adjustable force. Then the block is completed with an outer ring. Inside the station, the parts are moved by the manipulator.
During the assembly process, there is an automatic control of tolerances and variability of the outer and inner diameters of the bearing, residual magnetization.
The assembled bearing goes to a marking station where a font is applied onto the bearing. Washing and preservation operations are carried out in off-line installations.

Also read:
Baltic Bearing Company – Riga. History of BBC-R building (bbcr.eu)
Quality Management System of Baltic Bearing Company – Riga. (bbcr.eu)
Macroeffect of microgeometry | European bearing manufacturer «BBC-R» (bbcr.eu)